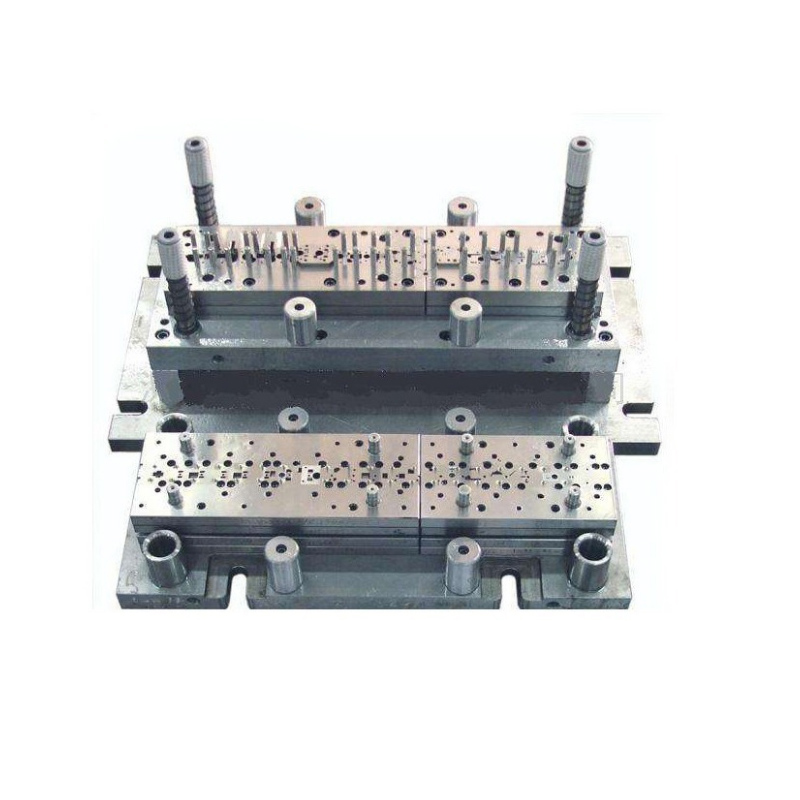
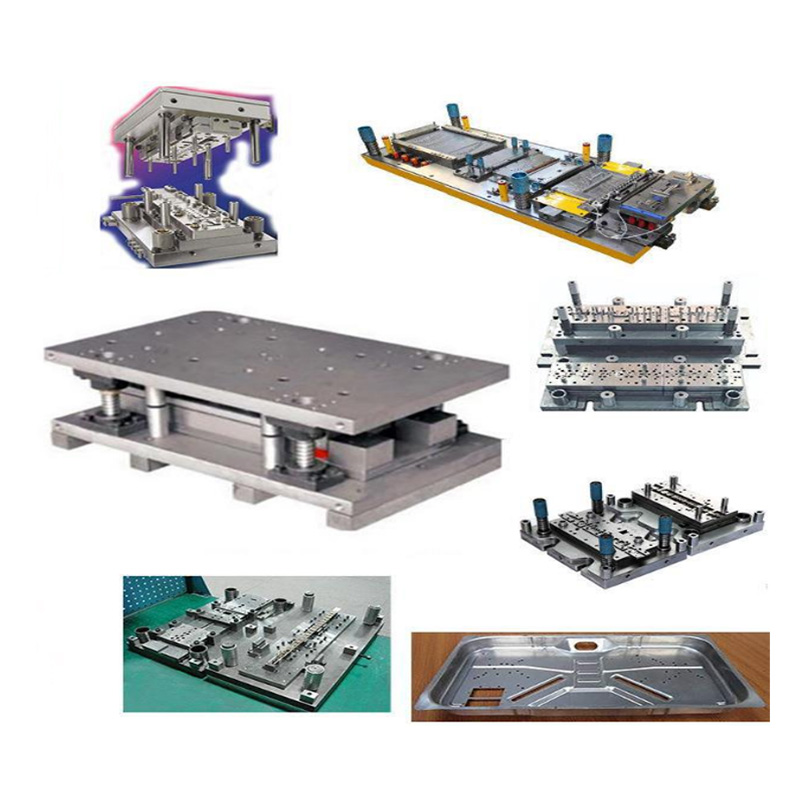
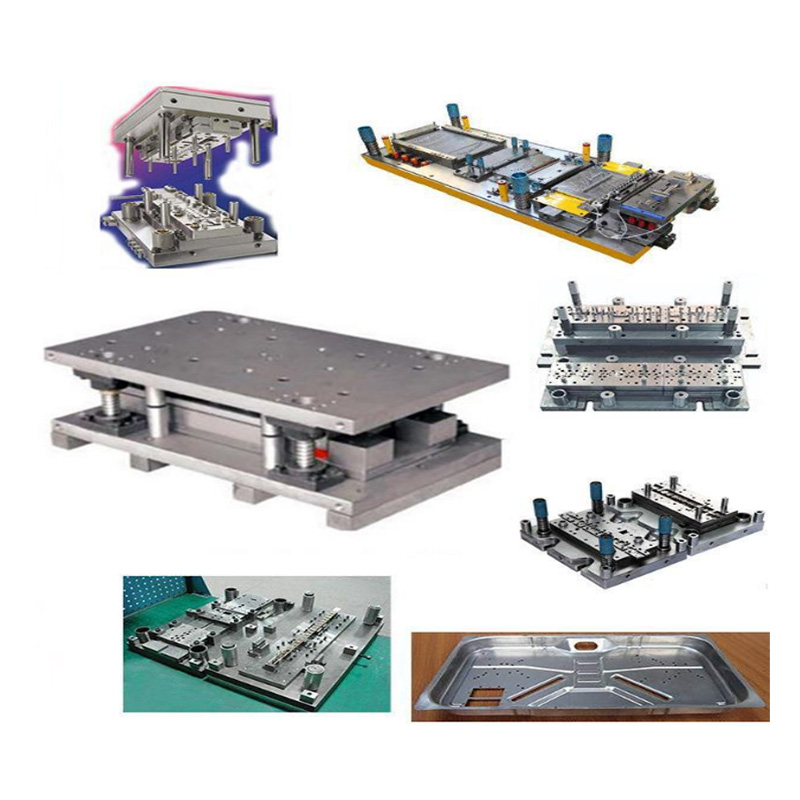
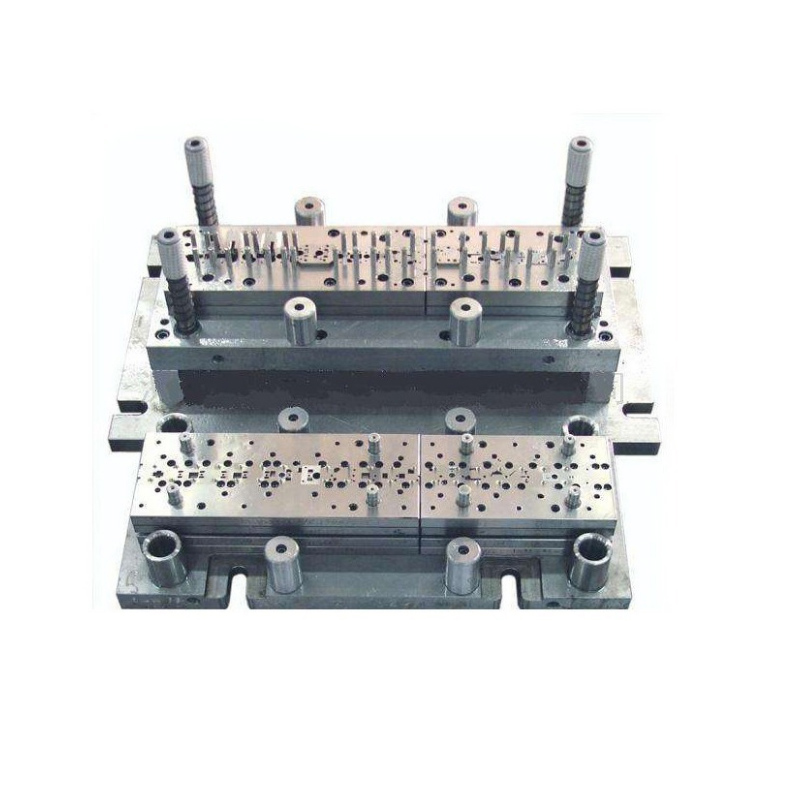
Прогресивна штампувальна матриця — це штамп для холодного штампування, який використовує штампувальні матеріали у формі смуги та одночасно виконує кілька процесів штампування на кількох різних станціях на одній матриці протягом одного ходу штампування преса. Цей процес дозволяє смузі матеріалу завжди рухатися в одному напрямку. Щоразу, коли матриця завершує операцію штампування, смуга рухається на фіксовану відстань, доки виріб не буде готовий.
Ми пропонуємо серію прогресивних штампів із надійною якістю та конкурентними цінами.
Особливості та переваги прогресивної матриці ive:
Висока ефективність виробництваВін може виконувати кілька процесів за один хід штампування, що значно підвищує ефективність виробництва.
Висока точність продукціїЗавдяки прецизійній обробці та багаторазовим калібровкам форми можна забезпечити високу точність виробів.
Гарна стабільність процесуВесь процес стандартизований, що зменшує вплив людського фактору та підвищує стабільність процесу.
Підходить для багатьох галузей промисловостіШироко використовується в таких галузях, як електроніка, автомобілебудування та аерокосмічна промисловість.
Методи обслуговування прогресивних штампів
Технічне обслуговування прогресивних штампів – це ретельний та важливий процес, який включає в себе багатоетапне технічне обслуговування для забезпечення довгострокової стабільної роботи штампів та стабільності якості продукції.
Обслуговування пуансона та матриці
Розбирання та оглядПід час розбирання пуансона необхідно звернути увагу на перевірку гладкості знімаючого блоку та матриці, а також на те, чи є зазор між знімальним блоком та матрицею рівномірним. Аналогічно, під час заміни матриці також необхідно перевірити, чи є зазор між матрицею та пуансоном рівномірним.
Перевірка відступів та довжиниЩоб зменшити знос пуансона, може знадобитися додати шайби для досягнення необхідної довжини. На цьому етапі слід перевірити ефективну довжину пуансона, щоб переконатися, що вона достатня.
Застереження при складанніПід час складання матриці її слід розмістити горизонтально. Потім помістіть плоский сталевий брусок на поверхню матриці та обережно постукайте по ньому алюмінієвим стрижнем. Уникайте навскісного натискання. Дно матриці повинно бути заокругленим. Після завершення складання необхідно перевірити, чи всі компоненти встановлені правильно та чи потрібно щільно затиснути форму.
Розбирання та оглядПід час розбирання знімаючої пластини можна використовувати дві викрутки, щоб рівномірно її відкрити, а потім рівномірно вийняти вручну. Якщо розбирання ускладнене, слід перевірити, чи ретельно очищена форма, чи всі гвинти видалені та чи немає на формі пошкоджень.
Монтаж та обслуговуванняПід час складання знімальної пластини спочатку очистіть пуансон і знімальну пластину, а потім нанесіть мастило між фіксуючим штифтом і напрямною пуансона. Після успішного встановлення натисніть на неї рукою кілька разів. Якщо на нерухомій пластині є сталева стружка, перевірте, чи достатньо посадкових місць на бічній пластині знімача.
Перевірка та регулювання зазорівЧерез пошкодження осердя форми, позиціонуючі отвори осердя форми можуть спричинити надмірні або нерівномірні зазори після складання. Відповідне регулювання зазору можна виконати, перевіривши стан поперечного перерізу після лазерного різання. Якщо зазор занадто малий, поперечних перерізів буде менше; якщо зазор занадто великий, поперечних перерізів буде більше, а задирок буде більше. Після регулювання його слід якомога ретельніше зафіксувати або зробити позначки на краю матриці форми для подальшого технічного обслуговування.
Перевірка фіксуючих штифтів та напрямних стійок: Слід регулярно перевіряти зазор між фіксуючими штифтами та напрямними стійками, а також наявність ознак опіків або пошкоджень, а також нормальне змащення напрямної форми.
Щоденна перевіркаУ щоденному виробництві слід звертати увагу на перевірку справності штампувального верстата та форми, наприклад, на подачу штампувального масла та змащення напрямних частин. Необхідними профілактичними заходами є перевірка перед встановленням форми на верстат, перевірка ріжучих кромок та підтвердження фіксації всіх деталей.
Завдяки вищезазначеним заходам з технічного обслуговування можна ефективно подовжити термін служби прогресивної матриці, а також покращити якість продукції та стабільність виробництва.
Специфікація:
| 1. Необов'язково Матеріал: | Формова сталь. | |||||
| 2. Цвіль: | прогресивний | |||||
| 3. Спробуйте | Випробуйте його, щоб переконатися в його справній роботі. | |||||
| 4. Гарантія якості: | на основі кількості замовлення, відповідно до терміну служби штампа. | |||||
Якщо вам потрібні прогресивні штампи, послуги з проектування прогресивних штампувальних штампів, звертайтеся до нас, ми надамо вам найкращу ціну та гарну якість металевих штампувальних штампів.











